
Info
Info
BrikStar M / MD
- Основная информация
- Преимущества
- Дополнительные принадлежности
- Технические характеристики
- Материалы, подходящие для брикетирования
Большим преимуществом брикетировочных прессов является возможность переработки дорогостоящего сырья. Металлическая стружка прессуется в металлические брикеты определенной формы. При плавлении брикетов получается больше расплавленного металла, чем при плавлении сыпучей стружки.
Расположение прессов
Брикетировочные прессы могут быть подключены к концу существующей системы транспортировки стружки из обрабатывающих центров или работать независимо с существующим бункером или измельчителем. Бункеры пресса обычно заполняются шнековым транспортером из контейнера большой емкости, расположенного рядом с прессом. Прессы оснащены датчиком для определения уровняматериала в бункере. Сигнал датчика уровня используется для управления работой пресса с возможностью управления внешним транспортером материала к бункеру пресса. Также возможно заполнить бункер вручную или с помощью подъемного устройства, которое наклоняет контейнеры для стружки в бункер пресса. Вибрирующий желоб или ленточный конвейер используется для транспортировки прессованных брикетов из пресса в транспортные пакеты. Высота выхода вибрирующего желоба составляет 600 мм.
Материалы для прессования
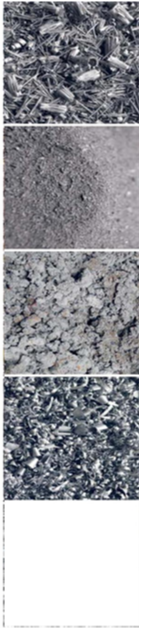
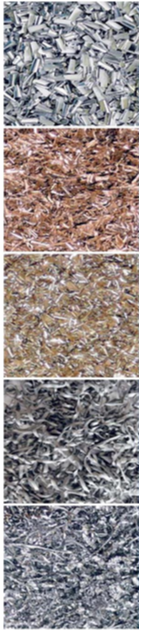
Металлическая стружка от механической обработки чугуна, стали, цветных металлов и абразивного шлама
Из-за очень различных свойств сплавов вышеупомянутых металлов, необходимо проверить пригодность материала для брикетирования, и в то же время можно провести бесплатный тест производительности, выполненный персоналом BRIKLIS в лаборатории для испытаний.
Свойства брикетов
Брикеты имеют форму цилиндра разных диаметров.
Удельный вес алюминиевого стружечного брикета составляет от 1500 до 2200 кг / м3.
Удельный вес брикета из стальной стружки составляет от 4500 до 5200 кг / м3.
Удельный вес брикета из чугунной стружки составляет от 4500 до 6000 кг / м3.
Удельный вес латунных брикетов составляет от 5 500 до 6 800 кг / м3.
Стандартное оборудование
+ Бункер объемом 20 дм3 со шнековым загрузчиком
+ Вибрационный желоб для транспортировки брикетов в контейнер
+ Охлаждение масла для непрерывной работы
+ Датчик уровня материала в бункере
Расположение прессов
Брикетировочные прессы могут быть подключены к концу существующей системы транспортировки стружки из обрабатывающих центров или работать независимо с существующим бункером или измельчителем. Бункеры пресса обычно заполняются шнековым транспортером из контейнера большой емкости, расположенного рядом с прессом. Прессы оснащены датчиком для определения уровняматериала в бункере. Сигнал датчика уровня используется для управления работой пресса с возможностью управления внешним транспортером материала к бункеру пресса. Также возможно заполнить бункер вручную или с помощью подъемного устройства, которое наклоняет контейнеры для стружки в бункер пресса. Вибрирующий желоб или ленточный конвейер используется для транспортировки прессованных брикетов из пресса в транспортные пакеты. Высота выхода вибрирующего желоба составляет 600 мм.
Материалы для прессования
Металлическая стружка от механической обработки чугуна, стали, цветных металлов и абразивного шлама
Из-за очень различных свойств сплавов вышеупомянутых металлов, необходимо проверить пригодность материала для брикетирования, и в то же время можно провести бесплатный тест производительности, выполненный персоналом BRIKLIS в лаборатории для испытаний.
Свойства брикетов
Брикеты имеют форму цилиндра разных диаметров.
Удельный вес алюминиевого стружечного брикета составляет от 1500 до 2200 кг / м3.
Удельный вес брикета из стальной стружки составляет от 4500 до 5200 кг / м3.
Удельный вес брикета из чугунной стружки составляет от 4500 до 6000 кг / м3.
Удельный вес латунных брикетов составляет от 5 500 до 6 800 кг / м3.
Стандартное оборудование
+ Бункер объемом 20 дм3 со шнековым загрузчиком
+ Вибрационный желоб для транспортировки брикетов в контейнер
+ Охлаждение масла для непрерывной работы
+ Датчик уровня материала в бункере
Экономический вклад и основные преимущества брикетировочных прессов
+ экономия основного сырья в литейном производстве
+ экономия СОЖ, которая в противном случае бы терялась с непрессованной стружкой
+ окупить технологию можно до 1 года (в зависимости на условиях)
+ качественные брикеты, низкая остаточная влажность
+ прибыль, полученная от собственной продажи брикетов
+ снижение ответственности за возможное загрязнение окружающей среды
+ снижение затрат на обработку и хранение загрязненной стружки
+ минимальная работа при использовании бункера большой емкости
+ оптимизация инвестиционных затрат путем выбора из широкого спектра мощности
+ экономия основного сырья в литейном производстве
+ экономия СОЖ, которая в противном случае бы терялась с непрессованной стружкой
+ окупить технологию можно до 1 года (в зависимости на условиях)
+ качественные брикеты, низкая остаточная влажность
+ прибыль, полученная от собственной продажи брикетов
+ снижение ответственности за возможное загрязнение окружающей среды
+ снижение затрат на обработку и хранение загрязненной стружки
+ минимальная работа при использовании бункера большой емкости
+ оптимизация инвестиционных затрат путем выбора из широкого спектра мощности
Технология брикетирования металлической стружки обеспечивает прибыль благодаря снижению потерь при переработке стружки и минимизации затрат на ее обработку и хранение. Стружка для металлообработки является ценным сырьем, с которым нужно обращаться так же экономно, как и с исходным материалом. На текущее машиностроительное производство влияет растущая международная конкуренция, которая оказывает давление на снижение производственных затрат и цен на продукцию. Использование брикетировочного пресса для обработки стружки предлагает одно из возможных экономически выгодных решений. Высокий удельный вес брикетов позволяет им плавиться с низкой потерей металла. Возврат инвестиций всегда зависит от местных условий и может быть в месяцах для прессования металла. За счет утилизации объем отходов уменьшается до 8 раз, отходы транспортируются и хранятся дешевле.
Повторное использование смазочно-охлаждающей жидкости
Каждый из брикетировочных прессов стандартно оборудован сепарацией охлаждающей жидкости, которая в определенном количестве выгружается вместе со стружкой из станка. После отделения жидкости от стружки жидкость проходит через сито для удаления примесей. Затем охлаждающая жидкость может быть возвращена на станок без каких-либо модификаций и использована повторно. Альтернативно, жидкость из пресса также может быть подана обратно в обрабатывающий станок посредством тонкой фильтрации жидкости, если ею станок оснащен.
Повторное использование смазочно-охлаждающей жидкости
Каждый из брикетировочных прессов стандартно оборудован сепарацией охлаждающей жидкости, которая в определенном количестве выгружается вместе со стружкой из станка. После отделения жидкости от стружки жидкость проходит через сито для удаления примесей. Затем охлаждающая жидкость может быть возвращена на станок без каких-либо модификаций и использована повторно. Альтернативно, жидкость из пресса также может быть подана обратно в обрабатывающий станок посредством тонкой фильтрации жидкости, если ею станок оснащен.
Дополнительные принадлежности
+ Датчик минимального уровня материала в пресс-бункере
+ Вибрационный сортировщик стружки
+ Шнековые или соединительные транспортеры материала
+ Поддон с насосом для вытекающей СОЖ
+ Система управления транспортеров на основе сигналов от датчиков уровня
+ Гидравлическое масло для температуры окружающей среды ниже + 5 ° C
Дополнительное устройство
Материал, который содержит длинные и громоздкие комки стружки, должен быть измельчен до подходящего размера перед брикетированием. Линейки мы оснащаем шведской дробилкой KB 20, которая оборудована выталкивателями крупных деталей (заготовки, остатки стержней и т. Д.). Кольцевые материалы разбиваются, когда крупный объект входит в дробильные инструменты, и когда дробилка реверсирует, партия материала с большим куском выгружается без повреждения дробящих инструментов. Это позволяет обрабатывать и брикетировать более широкий ассортимент материалов и обеспечивает бесперебойную работу пресса.
+ Датчик минимального уровня материала в пресс-бункере
+ Вибрационный сортировщик стружки
+ Шнековые или соединительные транспортеры материала
+ Поддон с насосом для вытекающей СОЖ
+ Система управления транспортеров на основе сигналов от датчиков уровня
+ Гидравлическое масло для температуры окружающей среды ниже + 5 ° C
Дополнительное устройство
Материал, который содержит длинные и громоздкие комки стружки, должен быть измельчен до подходящего размера перед брикетированием. Линейки мы оснащаем шведской дробилкой KB 20, которая оборудована выталкивателями крупных деталей (заготовки, остатки стержней и т. Д.). Кольцевые материалы разбиваются, когда крупный объект входит в дробильные инструменты, и когда дробилка реверсирует, партия материала с большим куском выгружается без повреждения дробящих инструментов. Это позволяет обрабатывать и брикетировать более широкий ассортимент материалов и обеспечивает бесперебойную работу пресса.
Технические характеристики
| Технические и эксплуатационные условия | |
|---|---|
| Допустимый размер входного материала | до 30 mm |
| Максимальное рабочее давление | 240 bar (24MPa) |
| Максимальная рабочая температура масла | 60 °C |
| Рабочая среда пресса | от +5 до +35 °C |
| Общие технические параметры | |
|---|---|
| Блок питания пресса | 400 V |
| Управляющее напряжение | 24 V |
| Защита электрических элементов | IP54 |
| Уровень шума | 77 dB |
| Время работы пресса | 3 смены |
| Тип | Ø брикет mm |
Давление пресса MPa |
Производительность kг / ч |
Мотор насоса кВт |
Размеры mm |
|---|---|---|---|---|---|
| BrikStar M - 7 | 40 | 320 | 100 | 7,5 | 2050 x 1200 x 1740 |
| BrikStar M/MD - 15 | 55 - 60 | 290 - 350 | 200 / 280 | 15 | 3320 x 2080 x 1940 |
| BrikStar M/MD - 22 | 60 - 70 | 290 - 350 | 300 / 400 | 22 | 3620 x 2300 x 2460 |
| BrikStar M/MD - 30 | 70 - 80 | 290 - 350 | 500 / 650 | 30 | 4620 x 2590 x 2800 |
| BrikStar M - 40 | 80 - 90 | 290 - 350 | 600 / 800 | 40 | 4620 x 2590 x 2800 |
алюминий
медь
бронза
титан
олово
чугун
цинк
абразивные шламы
сталь
другие материалы
Ваш образец
?
?
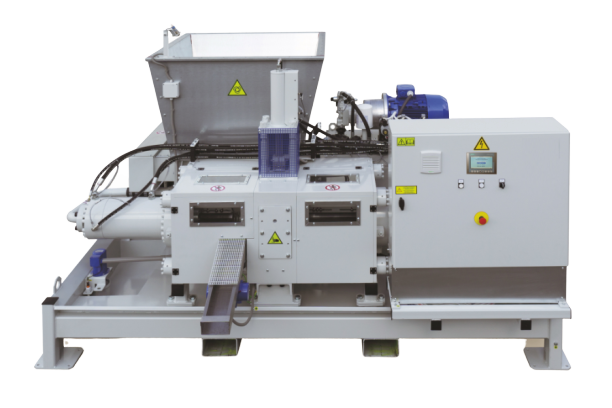
Прессы BrikStar M и MD были разработаны для прессования металлической стружки из чугуна, стали или цветных металлов и шлифовального шлама на основе 20-летнего опыта. Прессы BrikStar M и MD предназначены для средних и крупных предприятий с односменной или многосменной работой. Они имеют практически одинаковые размеры, но отличаются конструкцией. Брикетировочные прессы BrikStar MD обеспечивают более высокую производительность благодаря конструкции, которая сокращает время рабочего цикла.
Уникальный метод прессования
Прессы отличаются компактностью, современным управлением, надежным гидравлическим прессовочным оборудованием, которое позволяет максимально уплотнять материал. Прессование происходит в цилиндрическом пуансоне, закрытом с помощью прессующих инструментов с обеих сторон. Давление прессования в пуансоне достигает до 400 МПа и действует на оба основания цилиндрических брикетов. Уникальный метод прессования материала обеспечивает высокое равномерное прессование материала по всему объему брикета. Средняя длина брикета в 1,5 раза больше его диаметра. При обработке чугуна его плотность составляет до 5 300 кг / м3. Для брикетирования подходит только короткая рыхлая металлическая стружка.
Уникальный метод прессования
Прессы отличаются компактностью, современным управлением, надежным гидравлическим прессовочным оборудованием, которое позволяет максимально уплотнять материал. Прессование происходит в цилиндрическом пуансоне, закрытом с помощью прессующих инструментов с обеих сторон. Давление прессования в пуансоне достигает до 400 МПа и действует на оба основания цилиндрических брикетов. Уникальный метод прессования материала обеспечивает высокое равномерное прессование материала по всему объему брикета. Средняя длина брикета в 1,5 раза больше его диаметра. При обработке чугуна его плотность составляет до 5 300 кг / м3. Для брикетирования подходит только короткая рыхлая металлическая стружка.







.png)